塑料自模具中取出冷卻到室溫后,發(fā)生尺寸收縮的特性稱收縮性。由于這種收縮不僅是樹脂本身的熱脹冷縮造成的,而且還與各種成型因素有關(guān),因此成型后塑件的收縮稱為成型收縮。
來源: 發(fā)布時(shí)間:2019年05月21日 10:23:50 閱讀:6027
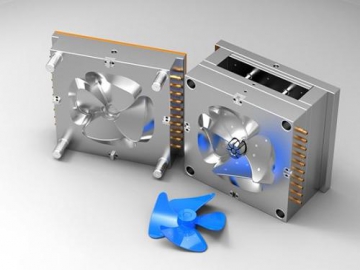
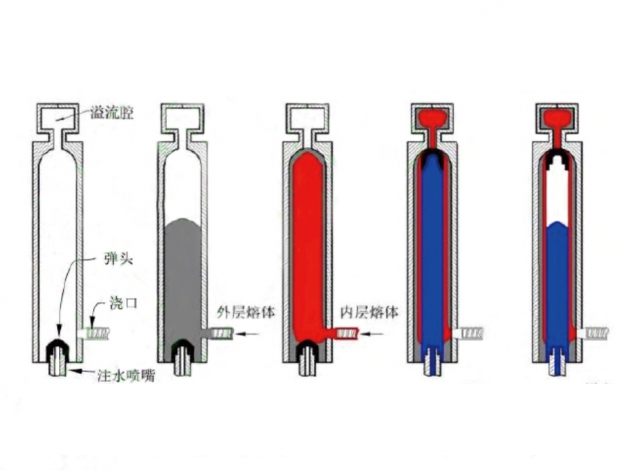
普通的流道系統(tǒng)(Runner System),也稱作澆道系統(tǒng),或是澆注系統(tǒng),是熔融塑料自射出機(jī)射嘴(Nozzle)到模穴的必經(jīng)通道。流道系統(tǒng)包括主流道(Primary Runner)、分流道(Sub-Runner)以及澆口(Gate)等。
來源: 發(fā)布時(shí)間:2019年05月16日 20:20:26 閱讀:8021
進(jìn)料系統(tǒng)中物料夾帶氣體或型腔中原存有空氣,在成形加工時(shí),又沒有及時(shí)將流道、型腔中的氣體排出。
來源: 發(fā)布時(shí)間:2019年05月15日 17:26:18 閱讀:5067
澆口又稱進(jìn)料口,是連接分流道與型腔之間的一段細(xì)短流道(除直接澆口外), 它是澆注系統(tǒng)的關(guān)鍵部分。
來源: 發(fā)布時(shí)間:2019年04月24日 09:36:58 閱讀:7656
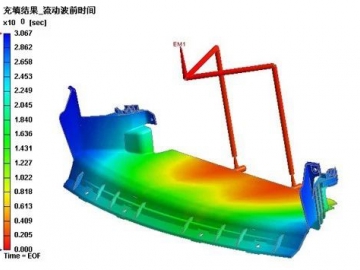
持續(xù)施加壓力,壓實(shí)熔體,增加塑料密度(增密),以補(bǔ)償塑料的收縮行為。在保壓過程中,由于模腔中已經(jīng)填滿塑料,背壓較高,注射機(jī)螺桿僅能慢慢地向前做微小移動(dòng),塑料的流動(dòng)速度也較為緩慢,這時(shí)的流動(dòng)稱作保壓流...
來源: 發(fā)布時(shí)間:2019年04月19日 11:59:32 閱讀:8031
塑件翹曲的原因在于不均勻的收縮,如果在模具設(shè)計(jì)階段不考慮填充過程中收縮的影響,則制品的集合形狀會(huì)與設(shè)計(jì)的要求相差很大,嚴(yán)重的變形會(huì)導(dǎo)致制品的報(bào)廢。
來源: 發(fā)布時(shí)間:2019年04月15日 16:48:50 閱讀:6864
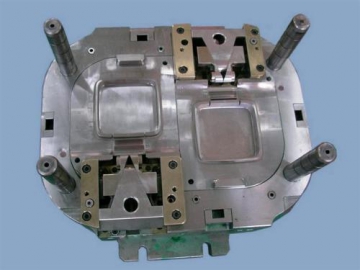
成型機(jī)鎖模力不足。選擇注塑機(jī)時(shí),機(jī)器的額定鎖模力必須高于注射成型制品縱向投影面積在注射時(shí)形成的張力,否則將造成脹模,出現(xiàn)分型面毛邊。
來源: 發(fā)布時(shí)間:2019年04月09日 16:43:49 閱讀:8316
熱流道系統(tǒng),又稱熱澆道系統(tǒng),主要由熱澆口套,熱澆道板,溫控電箱構(gòu)成。我們常見的熱流道系統(tǒng)有單點(diǎn)熱澆口和多點(diǎn)熱澆口二種形式。
來源: 發(fā)布時(shí)間:2019年04月08日 16:34:23 閱讀:7603
溢料又稱飛邊、毛邊或披鋒等。制品生產(chǎn)過程中,模具的鎖模力低,難以保持成型整個(gè)過程模具緊閉,模具結(jié)構(gòu)變形在分型線處有縫隙,在型腔壓力較高處便會(huì)造成溢料。
來源: 發(fā)布時(shí)間:2019年04月02日 09:11:22 閱讀:7108




























 玻纖含量對(duì)長玻纖...
玻纖含量對(duì)長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...