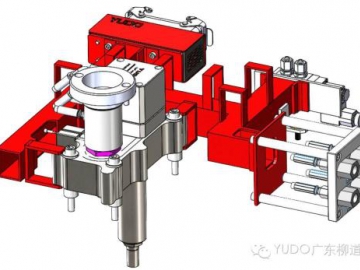
熱流道系統(tǒng),又稱熱澆道系統(tǒng),主要由熱澆口套,熱澆道板,溫控電箱構(gòu)成。我們常見的熱流道系統(tǒng)有單點熱澆口和多點熱澆口二種形式。單點熱澆口是用單一熱澆口套直接把熔融塑料射入型腔,它適用單一腔單一澆口的塑...
來源: 發(fā)布時間:2019年03月29日 09:44:18 閱讀:7407
在塑料制品的成型過程中,凡能減小制品中聚合物分子取向的成型因素都可能降低取向應(yīng)力;但凡能使制品中聚合物均勻冷卻的工藝條件都能降低冷卻內(nèi)應(yīng)力;凡有助于塑料制品脫模的加工方法都有利于降低脫模內(nèi)應(yīng)力。
來源: 發(fā)布時間:2019年03月28日 09:38:20 閱讀:5998
聚氨酯(PU)一直以來都被當(dāng)作一種用途廣泛的材料。由于其初始產(chǎn)品可以化學(xué)裁剪,因此它幾乎出現(xiàn)在我們?nèi)粘I畹母鱾€角落。所以,PU多年來一直在全球保持著持續(xù)增長也就不足為奇了。
來源: 發(fā)布時間:2019年03月25日 14:42:06 閱讀:7443
注塑工藝設(shè)定要考慮收縮率、流動性、結(jié)晶性、熱敏性塑料及易水解塑料、應(yīng)力開裂及熔體破裂、熱性能及冷卻速度、吸濕性等因素。
來源: 發(fā)布時間:2019年03月21日 14:51:28 閱讀:7330
塑料材料在生活中所占比例越來越高,而對于其質(zhì)量的要求也越來越高,注塑成型作為重要的生產(chǎn)手段,對技術(shù)的提高也越來越迫切,而注塑成型制品的影響因素較多,但注塑成型加工工藝條件是重要的影響因素之一,下面...
來源: 發(fā)布時間:2019年03月19日 14:46:51 閱讀:8226
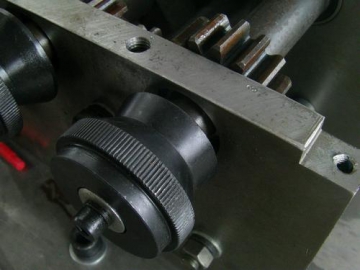
在塑料熔融、塑化過程中,熔料不斷移向料筒前端(計量室內(nèi)),且越來越多,逐漸形成一個壓力,推動螺桿向后退。為了阻止螺桿后退過快,確保熔料均勻壓實,需要給螺桿提供一個反方向的壓力,這個反方向阻止螺桿后...
來源: 發(fā)布時間:2019年03月19日 14:44:31 閱讀:6228
注塑模的結(jié)構(gòu)形式和加工質(zhì)量直接影響塑件制品質(zhì)量和生產(chǎn)效率。本文對模具生產(chǎn)中最常出現(xiàn)的一些故障做了簡要分析。
來源: 發(fā)布時間:2019年03月18日 15:35:25 閱讀:5622
討論了排氣不良及模板脹模變形對制品影響,提出了一種通過改變澆口數(shù)量及分布來控制注射壓力分布的思想,并以一實例介紹了一種通過預(yù)置壓縮氣體空間來消除注塑模具模板脹模變形的方法。
來源: 發(fā)布時間:2019年03月15日 15:19:21 閱讀:5830
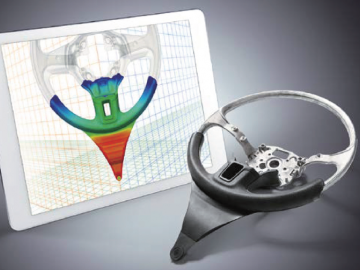
塑料齒輪正朝著更大的尺寸、更復(fù)雜的幾何形狀、更高強度的方向發(fā)展,同時高性能樹脂和長玻纖填充的復(fù)合材料起到了重要的推動作用。
來源: 發(fā)布時間:2019年03月11日 10:05:42 閱讀:6876


























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...